projectssuccess stories
in this section, we show you projects realised by mrm². enthusiastic customers report on their experience with mrm² as a partner. assembly automation, handling robots, integration of automation solutions or pure software development: we have extensive know-how in all areas of sophisticated industrial manufacturing.
aerospace, food industry, toolmaking, classic mechanical engineering or handling in hazardous areas, we operate in a wide variety of industries and will also successfully achieve your project!
would you like more information about individual solutions? Contact details of our technical consultants can be found here. feel free to talk to us or contact us via email!

assembly automationaeronautics and space
the swiss company beyond gravity ag is a supplier of space products and the world’s leading supplier of composite technology payload fairings and structures for launcher vehicles. new production sites have been established in emmen (ch) and decatur (usa). ariane 5, ariane 6 short and long and vega payload fairings are produced there.
most of the production plants in switzerland and two plants in decatur are equipped with electrical engineering from mrm². at the emmen production site there is a laying table for fibre mats, two plants for equipping fairing half-shells and a highly complex, fully automated plant for processing the fairing half-shells, the horizontal integration station. 17 synchronously running axes, repetitive accuracies of 0.02mm over a length of 26m, tool changing systems including program management, further synchronously running and externally monitored drive systems, multi-user operable visualizations and highly networked different systems. all systems are developed and programmed on the codesys software platform.
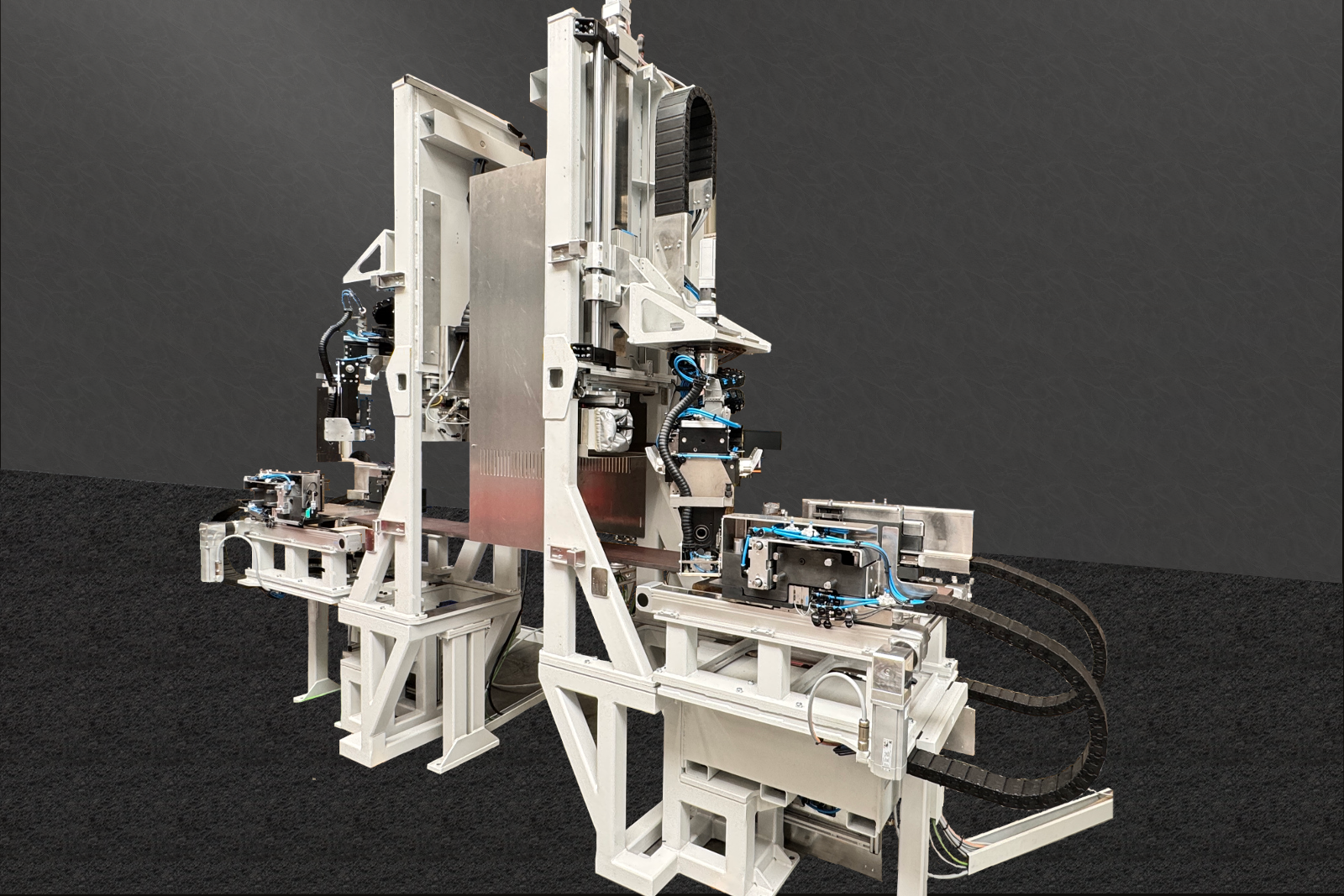
handling systemembossing plant
in this plant, an existing component needle embossing system within a casting group was supplemented with a modern automation solution. a handling robot brings different pistons into the position required for needle embossing. as part of assembly automation, the system replaces the existing process in which pistons had to be removed manually from the casting group for marking.
the allocation of identification numbers is managed via the software.
the 200° hot pistons are transported to the correct position via a timing belt. since the different types of workpieces are needled at different points with a total of around 30 different variants, they must be individually positioned, i.e. lifted, rotated and swiveled absolutely precisely depending on the requirements.
state-of-the-art technology is used for this. the festo motion terminal enables precise pneumatic control of the grippers via an app. through an intelligent combination of sensors, pneumatics, electronics and software, the system thus meets the high requirements for exact positioning and marking of a wide variety of workpieces.
a single control system controls the entire system, which consists of 4 independent plant components.

robot celllaser marking and assembly
Iin this robot cell, power terminals are weighed, labelled and fitted with screws fully automatically. in this video, you ca see how the robot gripper moves the parts from station to station in optimal sequence. the system thus achieves a very high output with fast cycle times. the robot acts very autonomously.
there are 6 trays on a total of 4 trolleys, each with space for 18 workpieces. these trolleys can be loaded or unloaded outside the robot cell. roller doors in front of each trolley within the cell open for processing by the robot and prevent unsafe access. individual trays can only be removed when the shutters are locked.
the robot grabs a workpiece from the tray and places it on the scale. based on the weight, it is checked whether the individual parts fit the current order. if not, the robot places the workpiece on a belt, which transports the scrap to the outside.
if the part matches the order, the workpiece is placed further on the marking position. after laser marking, two different types of screws are screwed in in 6 positions one after the other. the screws are fed outside the cell. they reach the correct assembly point via a conveyor system. once all screws have been positioned, the robot places the finished workpiece back into place in the tray. finished trays can be removed from the outside.
the robot cell is optimally designed for the customer's spatial situation and has all safety-relevant protective devices within the cell and in the immediate vicinity of the cell. access to the cell is possible via a security door, e.g. for maintenance purposes. the material is loaded outside the cell so that workers from outside the department can carry it out without any problems.

robot cellload and unload
the company metabowerke gmbh from nürtingen manufactures power tools for professional use. for a lathe that machines pre-cast housing parts for power tools, mrm² designed a robot cell that automates the loading of the lathe, which previously had to be loaded manually. the challenge was to make this loading system communicate with the very old lathe.
the robot picks up a component, opens the sliding door of the lathe, positions it in the chuck of the machine and then closes the sliding door. after the machining process, the robot opens the door again, picks up the part and replaces it with another part to be machined. a total of 30 parts are machined in this way before the cell has to be loaded with new material after 40 minutes. this 40-minute cycle had to be coordinated with a total of 3 machines so that one employee can operate several machines together without losing time. watch this video for more detailled insight.
"mrm² implemented our requirement to connect the automated loading to the existing system very well," says hans-peter martin, project manager at metabo. "mrm² was the perfect partner for such a special solution."

control cabinet designdrive technology
for our customer sew eurodrive gmbh located in bruchsal we built a very special switch cabinet. it is a rittal vx25 system with glass doors which provides an unobstructed view of the technology. where possible, sew components were implemented..
the project's responsible at sew, tim oestrich, is excited: "tthis switch cabinet is really top notch. everything is perfectly elaboratd and clearly arranged on the inside. on the outside it's a real eye-catcher with its glass fronts. this switch cabinet is also a great reference for ourselves, because so many sew products are installed. we're looking forward to more switch cabinets and systems made by mrm² automatisierungstechnik gmbh."

robot cellprocessing system
the techdax group jenoptik ag produces sophisticated optical precision systems. the precision lenses and optics to be manufactured are very complex in their production processes. ultra-precisely manufactured tools, cleanroom systems and high-precision measuring procedures are used.
the complete systems for the production of the special lenses from mrm² are characterized by perfect robot systems in combination with optimal space conditions and high-precision milling systems. they are locally processed, aligned, milled in several operations, ionized cleaned, glued, sorted and stacked. the future is virtual, and we are pleased to have been part of it.

control softwarediamond tool
the special machine builder dr. fritsch sondermaschinenbau gmbh from fellbach is the market leader in the development and manufacturing of machines for the diamond tool industry. with the new machine generation slm 910 | slm 920 for automatic soldering of segments with silver solder on cutting discs, dr. fritsch made a paradigm shift. unti lnow the machines where equipped with motors, frequency converters and plc by siemens. the new machine generation should be converted to the latest technology by beckhoff and software by mrm².
with mrm² automatisierungstechnik gmbh, one of the leading specialists for beckhoff and twincat3 in baden-württemberg was selected. "after the first discussions with mrm², it was quickly clear to us: we'll do it together," says uwe funk, head of development at dr. fritsch.
our task was to replace all frequency converters and motors of the machine, and to replace the previous siemens control system with a beckhoff control system. for the control system, we developed a new, future-proof architecture and application software, as well as a contemporary visualization based on the latest standards. a particular challenge was to maintain at least a similar "look and feel" to existing plant visualizations, despite all the new features, so that users can easily get to grips with operating the plant again, despite real changes.
fully automated, diamond segments are now pressed and held onto the saw blade with a single or double gripper. the saw blade and segment are heated via an inductor, and the solder is melted. after cooling, the saw blade and segment are inseparable and perfectly soldered together.
"the close cooperation with mrm² was a big plus, as our ideas could be incorporated into the planning and implementation of the software at any time. we now have a very well planned and structured software that will make our work much easier in the future," adds uwe funk.

electrical retrofitsewage treatment plant
in order to better protect our environment, water and wastewater management plays a central and very important role. in this context, electrotechnical automation is also an important component when it comes to safely executing and monitoring processes.
for the community of syrgenstein in the district of dillingen, southern germany, we carried out the retrofit of the electrical engineering of the municipal wastewater treatment plant.
old control systems for which spare parts were no longer available were successively replaced. the control cabinets were completely redesigned and equipped with the latest technology, and the installation was optimized in terms of space. the difficulty was to keep the entire plant reliably functional while individual control systems and control cabinets were gradually replaced by new ones. for example, it had to be ensured that the old communication bus was not disconnected in order to avoid error messages on the main control system that remained until the end, which would have led to disruptions in the operating process. step by step, the controls of the blower station, the agitators, the feed/return sludge and the higher-level head control were replaced. all messages now converge on a central scada system. the existing mosaic circuit diagram of the entire plant was retained in order to provide visitors with a good overview of the plant.
"the complete wastewater treatment plant is now technically up to date and equipped for many years of efficient operation!" franz seeger, responsible for the bachtal wastewater treatment plant, is delighted. "due to their many years of experience in the field of water supply and disposal and their know-how, both in dealing with the old moeller control system and the new eaton control system, mrm² was exactly the right partner for us."
due to confidentiality agreements, we aren't allowed to publish as much information about many of our projetcs as we would like to. if you have any further questions, please contact our sales team!






